Zgrzewanie jest procesem trwałego łączenia materiałów metalowych lub z tworzyw sztucznych. Zgrzewane elementy są rozgrzewane i przechodzą w stan plastyczny. Łączenie materiałów jest spowodowane poprzez docisk powierzchni.
Metody zgrzewania są różne, stosuje się je w zależności od materiału i potrzeb. Istotą jest, aby zgrzewanie było trwałe. W SHELMO dbamy o każdy szczegół, dlatego zgrzewanie jest wykonywane przez osoby doświadczone w tej dziedzinie.
Zgrzewanie doczołowe polega na pogrzaniu powierzchni obu materiałów łączących, a następnie stosujemy docisk mechaniczny. Dzięki temu dwa elementy są łączone ze sobą. Złącza powinno się wykonać przez odpowiednio wyszkolony personel znający techniki zgrzewania doczołowego, który posiada praktyczną wiedzę w stosowaniu zgrzewarek.
Sprzęt wykorzystywany przez SHELMO do zgrzewania, to maszyny homologowane posiadające osiągi i odpowiednią temperaturę wymaganą do zgrzewania zdolne do osiągnięcia i utrzymania temperatury wymaganej do zgrzewania doczołowego rur. Zaleca się stosowanie urządzeń spełniających wymagania opisane w normie DVS 2208.
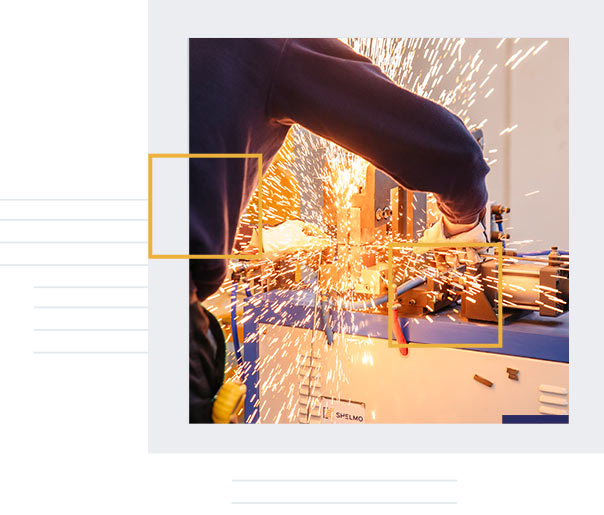
Zgrzewanie punktowe to najczęściej stosowana metoda, w której łączenie elementów następuje w oddzielonych od siebie miejscach/punktach styku, mając na uwadze to, że tworzyć się może jednocześnie jedna (zazwyczaj), dwie lub więcej zgrzein.
Korzysta się z niej podczas procesu łączenia elementów ze stali stopowych, węglowych oraz metali nieżelaznych. Używana jest zwykle jako zmechanizowana i często wykorzystywana w stanowiskach z robotami (np. przy zgrzewaniu karoserii samochodowych). Grubość zgrzewanych materiałów zależna jest od rodzaju materiału oraz od mocy zgrzewarki.


Parametry te dobiera się zależnie od drutu: rodzaju metalu, grubości, kształtu i wymiarów zgrzewanych elementów i wymagań stawianych konstrukcji.
Duże natężenie prądu, duża siła docisku i krótki czas przepływu prądu. Zapewniają dużą wydajność zgrzewania, małe zużycie energii elektrycznej. Stosowane w produkcji wielkoseryjnej, a złącza posiadają małą strefę nagrzania (tak jak w przypadku zgrzewania drutu).
Mniejsze natężenia prądu, mniejsze siły docisku i dłuższe czasy przepływu prądu. Powodują, że proces zgrzewania przebiega w sposób wolniejszy, co powoduje wzrost szerokości strefy ciepła i odkształceń złączy. Przy ich stosowaniu występuje mniejsza możliwość podhartowania i mniejsza skłonność do występowania pęknięć w złączach. Parametry miękkie mają zastosowanie wtedy, gdy nie ma zgrzewarek dużej mocy oraz przy zgrzewaniu materiałów skłonnych do podhartowania.
Copyrights © 2021 Shelmo.pl Wszelkie prawa zastrzeżone.
Designed by Wizualion.pl Realizacja Woj.Tech Solutions 2021